

Significant changes in how cement and concrete are produced and used are urgently needed to achieve deep cuts in emissions in line with the Paris Agreement on climate change.
Chatham House report
Published 13 June 2018
Updated 14 December 2020
ISBN: 978 1 78413 272 9

Significant changes in how cement and concrete are produced and used are urgently needed to achieve deep cuts in emissions in line with the Paris Agreement on climate change.
The cement and concrete sector is not often considered as innovative or fast-moving.127 As discussed in Chapter 1, the capital intensity of production processes, the lack of consumer demand for new products, and concerns around ensuring safety contribute to a conservative approach. These factors help explain why the sector has proved hard to disrupt. Although data on R&D spending are sparse,128 the information available suggests comparatively low R&D intensity in the sector compared to others.129
That said, the cement and concrete sector displays a high level of patenting activity compared with other heavy industries (see Figure 9). Relative to steelmaking, another industry with a reputation for being conservative,130 the cement and concrete sector has seen a steady increase in the number of patents filed.
The cement and concrete sector displays a high level of patenting activity compared with other heavy industries


Only a fraction of these patents (approximately 4 per cent in 2014) are defined specifically as low-carbon technologies (under Cooperative Patent Classification (CPC) code Y02), but activity in this area has been rising and there are likely to be innovations that lie outside of the definition that contribute in some way to the overall efficiency of the cement and concrete sector.
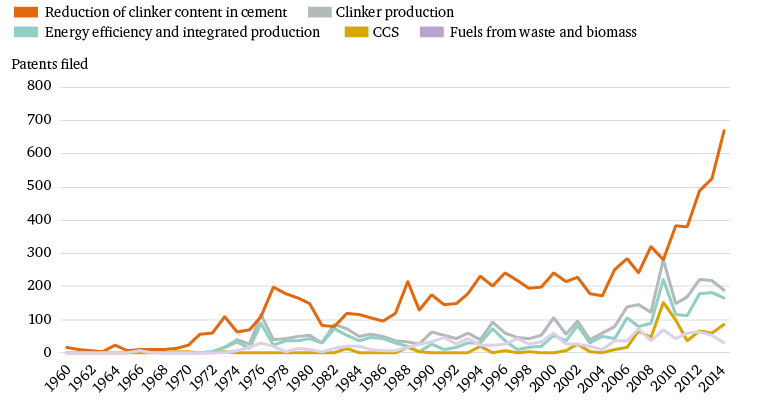
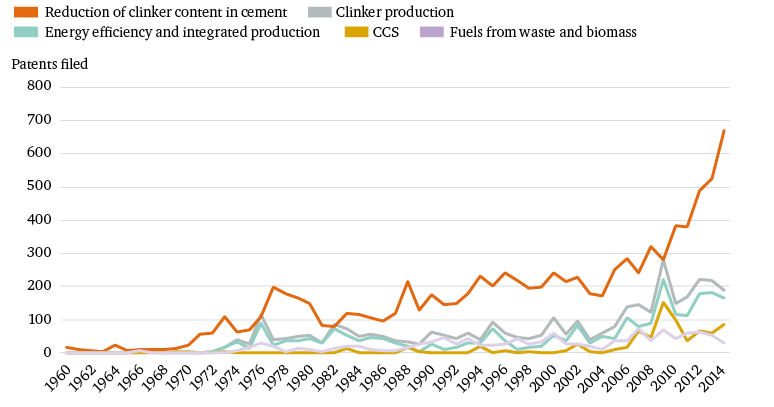
Patenting in low-carbon cement technologies started from a low base in the 1970s but surged around 2008–09. This coincided with the introduction of stronger policies in key markets, including the start of Phase II of the EU Emissions Trading System (ETS); anticipation of a Copenhagen summit deal; and new source performance standards in the US for coal preparation and processing, including at cement plants.132 Activity around clinker production, energy efficiency and CCS fell after 2009, in the wake of the Copenhagen climate summit (see Figure 10).
However, patenting around the reduction of clinker content in cement continues to rise. Not only has the number of patent filings related to this area increased rapidly in recent years, but the growth in such filings has outpaced that in other cement subsectors.
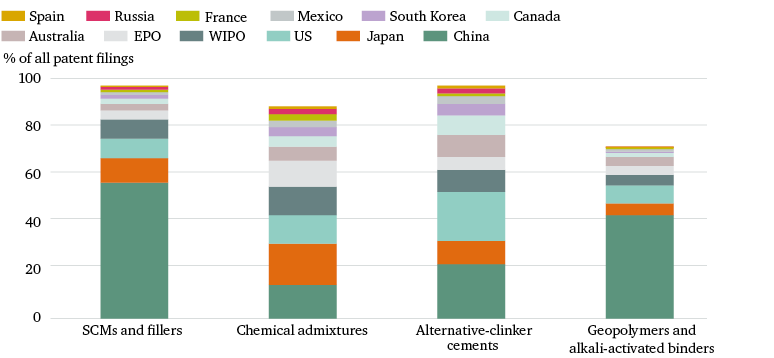
Within the ‘clinker substitution and replacement’ space, research has largely focused on increasing clinker substitution and improving the efficiency of cement use in concrete through chemical admixtures, rather than on radically altering the mix of raw materials.133 This can be seen in the technology subcategories displayed in Figure 11. Clinker-substitution technologies and chemical admixtures have more than double the patent families of alternative-clinker technologies. Waste and GBFS (both as SCMs) are the subcategories with the most patent families – 350 and 237 respectively.
These broad trends, however, mask the activity happening around new alternatives. These include: belite-rich Portland clinker (BPC), belitic clinkers containing ye’elimite (CSA), BYF clinkers, hydraulic and carbonatable calcium silicate clinkers (CCSC), and magnesium-based clinkers (including MOMS), all of which currently have between 20 and 30 patent families. Geopolymers stand out in the alternative-clinker technology area, making up the third-largest subcategory in the overall dataset. However, this level of activity is unsurprising considering that they have been the focus of research since the 1970s.134


Even within this group, one can distinguish gradations in the ‘novelty’ of products based on how far their compositions are from Portland cement. According to some experts, for example, BPC-based cement should not be considered a novel cement because it is still largely limestone-based, is covered by existing cement norms and has fairly low mitigation potential.135 Meanwhile, magnesium-based cements, geopolymers and alkali-activated binders are non-limestone-based and have comparatively high mitigation potential (see Figure 7).
The lack of funding for R&D in cement and concrete,136 and the lack of focus on industrial materials in the academic and research space more broadly, may partially explain this incremental approach to innovation.137 Material scientists do not tend to work on concrete and instead focus on ‘sexier’ materials such as graphene.138 The experts who do work on cement and concrete often come from the structural engineering end of research and have not been specifically trained to focus on industrial materials. They are, moreover, often funded by the cement industry and may therefore be incentivized to keep their research within the current Portland cement-based research paradigm.139
Over half of the patents in the search area are owned by Chinese companies and academic institutions (see Figure 12). The location of patent assignees generally provides an indication of where research activities are taking place. It can also be an indicator of the extent of local technological and innovation capacities. However, some of these patents might be registered by local subsidiaries of parent companies based in other countries, e.g. patents may be filed by a Chinese subsidiary of a global enterprise. LafargeHolcim, for example, has an R&D laboratory in Chongqing and a research partnership with the local university, which holds three patent families in the dataset.140



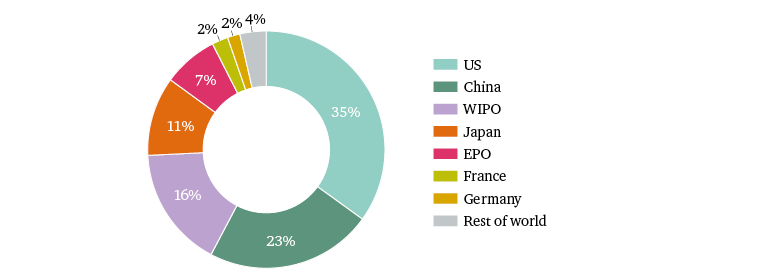
Companies generally choose to file patents in countries where they can see significant potential markets, rather than where they are physically located. In other words, each filing indicates the intent to sell, license or manufacture products containing the patented innovation, or to prevent others from doing so. Almost a third of all patent publications in the search area were filed in China (Figure 13). Most of these are again focused on clinker substitution, but there are also a disproportionate number of geopolymer and alkali-activated binder patents compared with other countries. This suggests that there may be a larger market for these novel cements in China than elsewhere.
Why is China so dominant? The following three factors are particularly significant.
Finally, some observers have expressed concern about the quality of patents currently being granted in China, given the recent drive by the government to boost patent applications and the potentially lower capacity (at least, historically) of patent examiners to evaluate large numbers of sometimes speculative patents.146 Although this could be a significant factor, China’s overall dominance in the dataset suggests that the underlying trend is a real one.
The fact that China is a key innovation hub in this technology area is encouraging from a decarbonization perspective
The fact that China is a key innovation hub in this technology area is encouraging from a decarbonization perspective, as the country is projected to continue to account for a major, if decreasing, share of global cement production.147 However, given the growing markets in India and Asia-Pacific countries, R&D capacity and innovation dissemination in those regions will also be key.
Ten organizations and companies account for 20 per cent of patents in the ‘clinker substitution and replacement’ space. Patents can be held by different types of actors, including multinational corporations, universities, government departments, small and medium-sized enterprises (SMEs) and individual inventors. Each type of assignee tends to pursue different patent-filing strategies, underpinned by its respective strategic objectives and access to resources.


Non-corporate assignees hold fewer patents than the top companies do (see Figure 14), but activity in the non-corporate space can be a good measure of public-sector – and in particular local-government – involvement in the innovation system. Twelve of the top 15 non-corporate assignees are Chinese universities and publicly funded research organizations. This speaks to the success of the Chinese government in promoting home-grown innovation and engineering capabilities.148 The China Building Materials Academy holds 13 per cent of patents in the search area and is considered a world-class research institute.149 This track record has been built up over decades and followed an initially disappointing attempt to rely on domestic innovation to design, engineer and construct rotary kilns in the late 1970s.150
This growing innovation and technological capacity is also reflected in the international success of China’s top cement producers. Sinoma International, for example, a publicly traded enterprise151 that holds two patent families in the dataset, has been hugely successful. It holds a significant share of the Chinese market and has built plants in several overseas markets. Sinoma has pursued a different business model to those of its OECD competitors, focusing on offering a complete line of services from design to manufacture, installation, commissioning and operation of new production lines.152 It is set to merge with China National Building Material (CNBM), the largest Chinese producer and the third-largest globally, as part of the government’s consolidation plans.153
Two of the major producers outside China, LafargeHolcim and HeidelbergCement, are among the top assignees in novel-clinker production and substitution processes. There is a contrast here with the view of experts that these companies are not deriving significant monetary or strategic advantage from their patents.154 If so, what explains this level of activity? One explanation is that management is pushing for new patents, even where the researchers involved see the process as unnecessarily costly and time-consuming. Some large firms and technology providers are reviewing their patent portfolios to make more strategic decisions on where to invest in patents.155 Figure 15 reveals some diversity in patenting strategy across cement producers.
In contrast, the value of intellectual property protection for technology companies is relatively clear. Their patent portfolios can play an important role in attracting investment and securing interest from major cement producers, which ultimately buy their products or services. Halliburton Energy Services and Solidia Technologies are examples of top assignees that do not produce cement but instead provide technology or other services to firms that do.


A number of the SMEs active in this space are not among the top corporate assignees but deserve mention for their low- and alternative-clinker cement products (see Table 2). Ecocem, EMC, Celitement, Zeobond and banahUK have developed alternative cement products that contain a small fraction of the embedded carbon of OPC. Many of these new products sequester carbon.
|
Technology |
Company |
Patent families* |
Claimed mitigation potential** |
Status of company/technology |
|
|---|---|---|---|---|---|
|
Low-clinker cements |
GBFS |
Ecocem |
1 |
70% (i) |
Growing, recently increased its export capacity. (ii) |
|
Natural pozzolans |
EMC |
4 |
>90% (iii) |
Active on a small scale. Various projects have used EMC cement, mainly in Texas. (iv) |
|
|
Alternative-clinker cements |
Geopolymer |
Zeobond |
2* |
80–90% (v) |
Growing, used in niche markets, primarily Australia and South Africa. (vi) |
|
Geopolymer |
banahUK |
1 |
80% (vii) |
Active, received investments for a pilot plant that came online in 2016. (viii) |
|
|
Hydraulic calcium silicate clinkers |
Celitement |
5 |
>50% (ix) |
Active, recently finished a three-year research period in collaboration with Germany’s Federal Ministry of Education and Research. (x) |
|
|
Magnesium-based |
Novacem |
2* |
>100% (xi) |
Defunct, assets liquidated in September 2012. (xii) |
|
|
CO2-cured concretes |
Low-clinker and mineral carbonation |
Solidia |
17 |
70% (xiii) |
Growing, currently mainly used in precast products. (xiv) |
|
Mineral carbonation |
CarbonCure |
11 |
5%* (xv) |
Growing, but mainly in smaller markets in the US. Approx. 60 concrete producers have partnered with CarbonCure. (xvi) |
|
|
Calcium carbonate-based |
Calera |
2 |
Active, but pursuing lower-ambition applications. (xvii) |
||
|
Accelerated-carbonation technology |
Carbon 8 |
Active, but in smaller markets. Developing a plant in Leeds, UK, to be completed in 2018, and partnering with Grundon Waste Management. (xviii) |
|||
|
Carbonate aggregates |
Blue Planet |
3* (xix) |
Early stage, still looking to demonstrate technology. (xx) |
||
Sources: For sources, see Appendix 4.
Note: * Not in our focus area patent dataset. ** The figures for mitigation potential are taken from the respective company website or literature. They are therefore unlikely to be directly comparable across rows, as each figure is likely to have a different benchmark/different boundaries.
The cement sector’s reputation as a slow mover might be unfair in terms of R&D, and patents on lower-carbon cement and clinker substitution have been on the rise. However, research efforts have largely remained within the current Portland cement-based research paradigm.
This reflects the conservative approach to innovation in the sector and more broadly low R&D capacity. LafargeHolcim excepted, few large cement producers have major centralized research efforts,157 and R&D finance for cement and concrete innovation is sparse. The cement sector also suffers from a ‘low-tech’ image, making it more difficult to recruit young material scientists and engineers.158
A considerable push is required to get the next generation of low-carbon cements out of the laboratory and into the market. Not all will succeed, but those that do might have significant decarbonization potential. Many novel cements are stuck in the research, pilot and demonstration stages (see Table 3); their economic viability and long-term sustainability thus remain unproven. None have scaled up sufficiently to make it possible to assess whether they can deliver their stated mitigation potential.
|
Phase |
Technology |
Examples |
|---|---|---|
|
Research phase |
Magnesium-based cements |
Novacem |
|
Pilot phase |
Cements based on carbonation of calcium silicates (CCSC) |
Solidia Cement, Calera |
|
Demonstration phase |
Low-carbonate clinkers with pre-hydrated calcium silicates |
Celitement |
|
BYF clinkers (subset of CSA clinkers) |
Aether |
|
|
Commercialized |
Cements with reduced clinker content (high-blend cements) |
LC3, CEMX, L3K, Ecocem |
|
Geopolymers and alkali-activated binders |
banahCEM, Zeobond cement |
|
|
Belite-rich Portland clinkers (BPC) |
||
|
Belitic clinkers containing ye’elimite (CSA) |
Source: Authors’ analysis expanding on box in International Energy Agency (2017), Energy Technology Perspectives 2017 and analysis in Gartner and Sui (2017), ‘Alternative cement clinkers’.
Despite significant investment in BYF clinkers, for example, these have not progressed past the R&D stage (see Appendix 3).159 Today they are too expensive, due to the cost of their raw materials. But these costs might be brought down, through additional research and economies of scale, to a level at which BYF clinkers can compete with Portland clinker.160
Similarly, there is still excitement around carbon-negative, magnesium-based cements, but these are still in the early stage; pioneer company Novacem folded before viability could be demonstrated (see Appendix 3). Here, emissions mitigation potential depends on the source of magnesium.161 Using magnesium carbonates would emit CO2 much like limestone, but using carbon-free ultramafic rock (magnesium silicates) would drastically reduce CO2 emissions. Unfortunately, there is no publicly disclosed energy-efficient industrial process for manufacturing magnesium oxides derived from magnesium silicates (MOMS).162
Carbonatable calcium silicate clinkers (CCSC) are also still in the R&D phase, but several companies are active in this area. The close commercial collaboration between Solidia and LafargeHolcim, in particular, suggests that this technology may be commercialized soon. CCSC generally face few raw material challenges, as they are manufactured from the same materials as Portland cement. One of the main limitations is the fact that this technology requires a concentrated source of CO2, while the market for CO2 is yet to be developed. CCSC also require a controlled setting in which to cure the concrete. At present this technology is limited to precast concrete products, which account for around 20–30 per cent of concrete applications in Europe and a lower share in the US, limiting the overall emissions mitigation potential.163
Low-carbon cements could benefit from additional public funding and from broader efforts to counteract the low-tech image of the industry
These low-carbon cements could benefit from additional public funding and from broader efforts to counteract the low-tech image of the industry. Imperial College London is among those institutions redefining how industrial materials are taught, bringing together experts from different disciplines.164 Incubators and accelerators also have a role to play in building up innovation capacity in a sector that so far has failed to attract substantial amounts of venture capital.165 LafargeHolcim has launched a start-up accelerator to improve its access to innovative solutions.166
There is also a need to explore collaborative models for innovation. Co-assignment of patents, i.e. cases in which more than one organization is listed as an owner of a patent, can be one indicator of cooperative innovation activity. Only 4.5 per cent of patents in our dataset are co-assigned. A large proportion of these are co-assigned within the same group of Chinese institutions and state entities. This suggests that cooperation between companies and countries on technology development in this area is fairly limited.
Intellectual property rights can act as a barrier to cooperation: a reluctance to share intellectual property can, for example, prevent cooperation on demonstration projects; or a concentration of patent ownership in one company can lead to blockage or monopolistic behaviour. In the case of low-clinker and novel cements, however, this does not appear to be a key factor. As highlighted above, companies are not deriving significant monetary or strategic advantage from their patents. Experts suggest that patents on cement materials and compositions are difficult to protect and less important for a company’s profit margin than patents on production processes such as kiln design.167 What is more likely is that the lack of cooperation reflects a natural reluctance to collaborate in a sector in which companies have had multiple brushes with antitrust legislation.
There are a number of tried and tested ways of encouraging increased cooperation on innovation: joint-venture companies, cross-training programmes, cross-licensing arrangements and joint manufacturing programmes. The research network Nanocem, founded in 2004, has shown the value of collaboration where there is a range of technical difficulties to crack.168 Nanocem brings together academic and industrial partners to research new materials and products. Project Aether brought together a public–private consortium to collaborate on industrial trials and deployment of LafargeHolcim’s BYF clinker, Aether.169 More broadly, cement companies have also been very active in partnering on the development of CCS technology.
For already commercialized technologies (see Table 3), a clearer understanding is needed of rates of adoption and diffusion. This is difficult to measure directly, but one commonly used proxy is the forward citation of patents, i.e. where a new patent cites a previous patent that it builds on.170 In most sectors only a small number of patents receive the bulk of citations by future patents. These are sometimes called ‘foundational’, as they are important for many subsequent innovations. Forward citations therefore indicate a diffusion of knowledge, and in some cases may suggest that a novel approach has become widely adopted.
The most-cited patents in the search area include the following:

The US accounts for just over a third of the widely cited patents in the search area, followed by China (just under a quarter) and Japan (around one-tenth) (see Figure 16). This can, in part, be explained by the fact that it takes time for patent citations to accumulate and for awareness of a given patent to trickle through to patent filers and examiners, which favours jurisdictions with long track records, including the US, Japan and the EU. In contrast, high levels of Chinese patents are a more recent phenomenon.
An alternative way to look at the adoption of clinker-substitution technologies and novel cements is to look at the market share of different types of cements in different regions. Freely available data on this are limited. However, the data available suggest that sales of high-blend cements are highest in Japan and Europe. In Japan, GBFS cements make up around 30 per cent of the cement market.171
Data for Europe from 2007 (see note, Figure 17) suggest that growing shares of blended cements are being used in many countries in the region. CEM II cements, in particular, which are blended cements in which up to 35 per cent of the overall mix consists of clinker substitutes (mostly limestone, slag and fly ash), make up the bulk of the market in six of the nine countries considered.
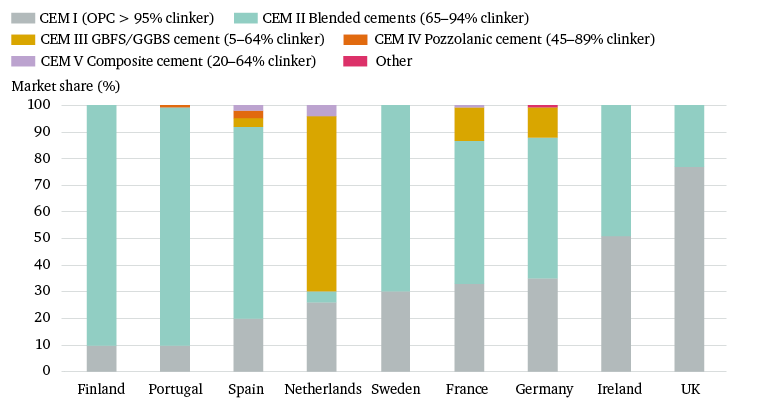

However, lower-clinker cements (CEM III, IV and V) still only account for small shares of the market in the majority of countries. An exception is the Netherlands, where historical experience of using slag in cement for building canal locks, as well as favourable regulations, has encouraged the use of higher-blend cements.172 Although the European cement standard EN 197-1 specifies 27 different types of cement, only a few are sold at scale.173 And, while Portland clinker replacement is permitted up to a level of 95 per cent (in CEM III), actual replacement levels do not near 50 per cent.174
Moreover, blended cements account for an even smaller share of the market in other regions (see data for the US in Figure 18). This suggests that, while clinker substitution is on the rise and related innovations are being deployed, the deployment of low-clinker cements is not yet happening at scale.


Data on the use of novel cements are even more limited than for blended cements. However, existing research indicates that, although some innovations in this area have been discussed for more than a decade within the research community, none have broken through to widespread adoption.175 Where they are deployed, this tends to be in niche applications:176
Technologies take a long time to get from laboratory to market in many sectors. However, low-carbon cements seem to face particular challenges. Why are these products and processes not reaching widespread application? The key barriers to deployment can be divided into supply-side and demand-side barriers, based on where they occur in the value chain and which actors they affect.
Technologies take a long time to get from laboratory to market in many sectors. However, low-carbon cements seem to face particular challenges
A major concern of cement producers is the ‘stranding’ of assets: i.e. that clinker substitution and novel cements, if rapidly scaled, could significantly decrease demand for Portland clinker, lowering the value of thousands of clinker production installations (and hence of the companies that own them). In order to protect their position, cement producers may therefore be reluctant to pioneer innovations that would reduce the amount of Portland clinker needed.182
As a result, the players most able to test and leverage novel cements may lack the incentive to do just that.183 Although several major cement companies have invested in R&D in this area, some of the SMEs discussed have struggled to attract greater industry participation and engagement in the development of their innovations.184 Established firms have a natural incentive to keep the market as it is and/or to keep any innovation in-house.185
The second key supply-side factor is the availability of raw materials. To be able to displace large amounts of Portland clinker, alternative products have to be produced in large amounts, which is only possible if their raw materials are also available in sufficient volume and quality. While a few large cement producers own their own clinker supply chains,186 elsewhere the availability and quality of these materials are often outside of the control of producers.
Moreover, the future supply of two of the most-used clinker substitutes is in question.187 Fly ash and blast furnace slag are by-products of coal combustion and iron and steel production respectively. In Europe, the local availability and quality of fly ash is decreasing as coal-fired power plants are phased out.188 Blast furnace slag faces a slightly different issue. Steel production is projected to increase in line with cement production, but rising recycling levels and the adoption of scrap-based electric-arc furnaces in the steelmaking sector are affecting the quantity of blast furnace slag available.189 Geopolymers and alkali-activated binders also rely on supplies of fly ash and blast furnace slag. Not only are these supplies diminishing, but those that exist are already largely used as clinker substitutes.190
A third factor is cost. In the absence of policy pressure, an alternative cement product has to be able to generate a similar economic value to that of Portland cement in order to appeal to cement manufacturing companies. However, the switch to alternative products may raise material and energy costs, or require additional investments in storage capacity and technical equipment for handling and processing the new materials. This factor varies considerably depending on the material in question and its local availability. The use of silica fume as a clinker substitute, for example, is limited by its high cost (see Table 4).191 In contrast, in many cases fly ash, blast furnace slag and limestone can reduce costs for cement and concrete producers.192
Similarly, the potential expense of using a novel cement is highly contingent on the local availability of its constituent materials. CSA clinkers often rely on bauxite, a relative scarce metal that has rival uses in aluminium production.193 A CSA clinker can cost 60 per cent more than Portland cement if bauxite shipping costs are high.194 However, if cheap bauxite waste is available locally, this can bring the costs down.195 Often the costs associated with the production of novel cements are exacerbated in the absence of widespread deployment and therefore economies of scale.
|
Material |
Price range ($/tonne)* |
Estimated use (mt/y)** |
Estimated availability |
Rival uses |
|---|---|---|---|---|
|
Limestone filler |
~3 (i) |
300 (ii) |
Virtually unlimited (iii) |
Yes |
|
Fly ash (Class F) |
~35–110 (iv) |
300v |
600–900vi mt/y, variable quality and availability (vii) |
Yes |
|
Slag (GBFS) |
<1–110 (viii) |
~290 (ix) |
480–560x mt/y, variable quality and availability |
Yes |
|
Clay |
13 (for common clay) (xi) 150 (for kaolin) (xii) 600–700 (for metakaolin) (xiii) |
2–3 (xiv) |
Clays are widely available, but supply of calcined clays, which require process facilities allowing their calcination, is more limitedxv |
Yes |
|
Natural pozzolans, e.g. volcanic ash |
35–90 (xvi) |
75 (xvii) |
Plentiful but localized (xviii) |
|
|
Silica fume |
300–1,100 (xix) |
>1 (xx) |
1–2.5 (xxi) mt/y |
|
|
Bauxite |
~29–180 (xxii) |
100–150 (figure for bauxite waste) (xxiii) |
55–75 bt (xxiv) but the bulk is already used for aluminium production |
Yes |
|
Rice husk |
No data |
No data |
22 mt/y (xxv) |
Yes |
Sources: Authors’ own analysis. For sources see Appendix 4.
Note: mt = million tonnes; bt = billion tonnes; y = year.
* Will vary greatly depending on location and transportation needs.
** Use as a clinker substitute will vary greatly depending on logistics required for extraction and the quality of the material available locally.
Even in cases where cement producers could easily supply lower-carbon cements and concretes, they are not being asked to do so. Customers perceive novel products as too risky, more costly and more difficult to use.
One of the key barriers on the demand side is the impact of clinker substitution and novel cements on characteristics of concrete. High-blend cements often have lower early strength development in concrete and exhibit longer setting times than Portland cement.196 Under normal circumstances, contractors generally like to cast concrete in the afternoon and de-mould it the next morning.197 A high-blend cement can slow this process considerably.
A further barrier is the current lack of understanding of the technical performance of high-blend and novel concretes over time. Testing is generally needed to establish the effects of clinker substitutes and novel cements on the behaviour of concrete. However, current testing procedures were designed with Portland cement in mind, limiting their applicability to alternatives.198
The time needed to assess the durability of a concrete is a particular issue.199 Most tests consist of exposing small samples to extreme conditions for short periods. Extrapolations are then made as to how well that concrete will perform under normal conditions over decades. However, these tests are only indicative, and it is generally still considered necessary to wait two to three decades before the durability of a concrete can be fully assessed.200 Most of the products discussed have not been around for long enough to have accumulated the decades of in-service testing data required to ‘prove’ their durability. In the absence of certainty, customers are generally unwilling to experiment with novel cements and clinker substitutes apart from in niche or low-risk applications.201
Concerns over the impact of novel materials on concrete, particularly on early strength development and durability requirements, are one reason why cement and concrete standards tend to be prescriptive, meaning that they dictate the composition required for a cement or concrete to fulfil criteria for specific applications. In most international standards, Portland clinker substitution is limited to 35 per cent, apart from for cements that are blended with slags, where 65 per cent of the Portland clinker can be replaced.202 New approaches and especially new industry standards require a lot of discussion and testing. For example, it can take decades for a new standard to be approved and implemented in the EU.203
Engineers, contractors, builders and architects are understandably wary of changes in a product that has to ensure safety often over decades
Standards reinforce and reflect the current lack of demand for innovative products. Engineers, contractors, builders and architects are understandably wary of changes in a product that has to ensure safety for people occupying buildings and infrastructure, often over decades. China recently abolished its lowest-grade cement standard as a means of blocking unsafe construction practices.204 Moreover, there is a strong preference for a consistent and predictable product: a concrete that can be used in most applications, is easy to pour and place and does not necessitate additional training.205 Industry players are also subject to financial and legal constraints that shape how innovative they can be in the construction materials they choose.
These supply- and demand-side barriers are interlinked and reinforcing. Limited market demand for alternative cement products reinforces existing business models and heightens producer concerns over increased costs from developing new products. Meanwhile, cement producers play an important role in shaping demand for, and setting expectations of, new technologies.
The concentration of the global cement market means that a handful of major producers have particular agenda-setting power. They are well represented in industry associations that help outline technology roadmaps for the industry.206 These firms have the resources to interact with standards committees and other institutions that set guidelines; they are therefore in a good position to help create and maintain norms and regulations.207 This results in a kind of soft lock-in of the status quo, whereby technical knowledge is funnelled through institutions, political lobbies and major producers that set the course for the sector based on their interests.
The flip side of this concentration is that innovations, when adopted by this handful of firms, can more quickly be deployed all along the supply chain. Similarly, radical action on sustainability by these players, if it does come, could make a considerable difference in a short time.
A cross-cutting factor holding back the deployment of low-carbon cement is the lack of cooperation along the value chain. The fragmented nature of the value chain means that, on a typical construction project, different groups of actors give input at different stages rather than all feeding into the design and planning process at the start.208 Cement and concrete suppliers typically interact with contractors or sub-contractors only at a stage when material specifications have already been decided. Ideally, cement and concrete producers could be in direct communication with clients, architects, engineers and contractors at the start of projects to discuss the range of concretes available.
A further factor is that not all of the barriers discussed above affect all technologies equally (see Table 5). Geopolymers, for example, are generally described as competitive with Portland cement in cost and performance,209 but they face raw material supply constraints, customer resistance and challenges attracting industry buy-in.210 By contrast, raw material supply and standards are not a problem for belite-rich Portland clinkers, which use largely the same materials as Portland clinker,211 but concretes containing these products gain strength more slowly than most of those based on Portland cement.212
Nor do such barriers necessarily apply in all locations. Raw material supply is highly contingent on local factors. While parts of Europe are already feeling the effects of decreasing fly ash supplies, India is currently producing huge volumes of it. Although the majority of standards worldwide are prescriptive, and although European and North American ones dominate,213 these are not always strictly implemented in locations outside of those two markets. Moreover, some novel cements are accepted by standards regimes in some countries and not in others. China, for example, has standards for CSA clinkers.214 Similarly, acceptance, use and approaches to clinker substitution and novel cements vary by region.
Rather than pointing to a single transformative factor or ‘silver bullet’, therefore, the patent analysis highlights a range of innovations that have different prospects under different circumstances. The key step will be to find the right combination of technology, practice-related and policy solutions for a given location. The next chapter makes a first attempt to do this: it considers how the barriers discussed above might be overcome and under which conditions.